






医疗器械展IVD设计优化降本指南,抗原检测试剂盒可以年降本200万?
2023-02-14
IVD行业近年来不断火热,如何在设计过程中降本成为许多企业头痛的问题。本文研究了抗原检测试剂盒卡壳的结构,发现了一个降本设计优化点。医疗器械展Medtec China 2023速递本文,希望能为各位医械制造工程师设计过程中有一点启示。简单计算一下,这个优化如果能够实施,竟然可以帮助企业每年节省200万的成本。
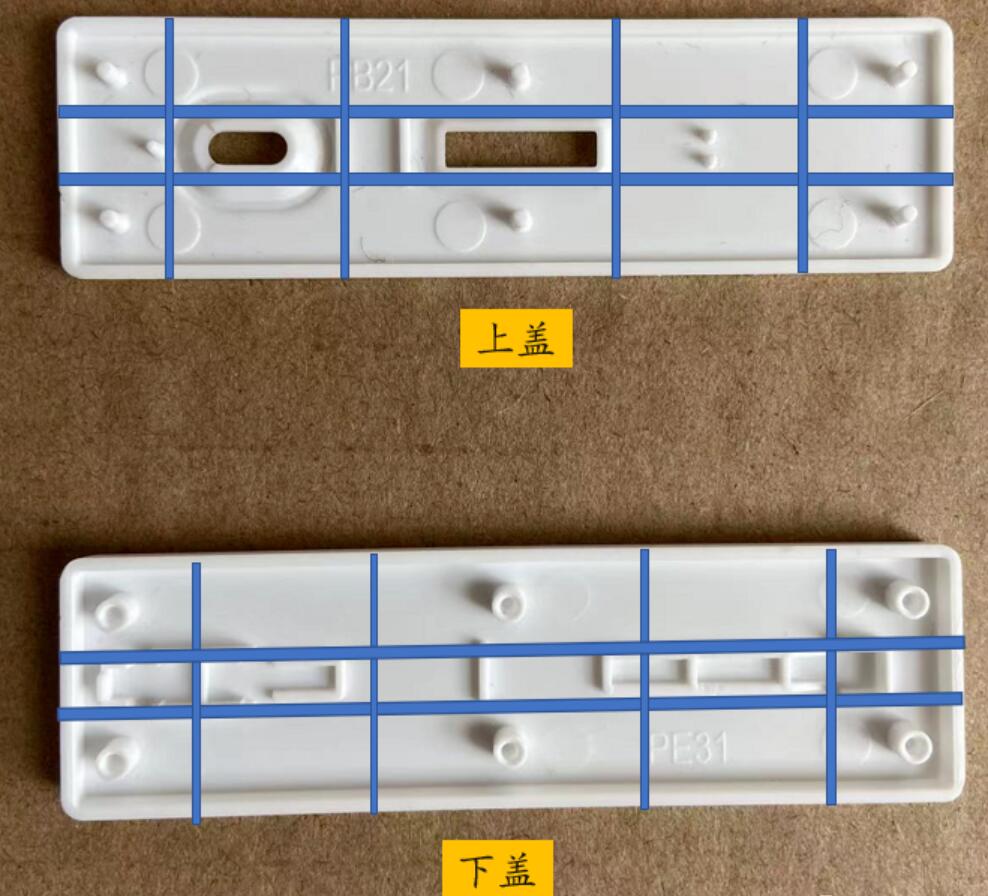
这是卡壳上盖和下盖。
上盖和下盖的结构很类似,主体是一块平板,平板上局部有一些特征(用于固定试剂检测部件),四周有侧壁,壁厚均为1.0mm,而中间并没有加强筋把四周侧壁连接成一个整体。
上盖和下盖均是塑胶件,材料大多为PP或HIPS,通过注塑成型加工生产。上盖外观面再通过激光打印出标识。
2.2 塑胶件降本设计的总体思路
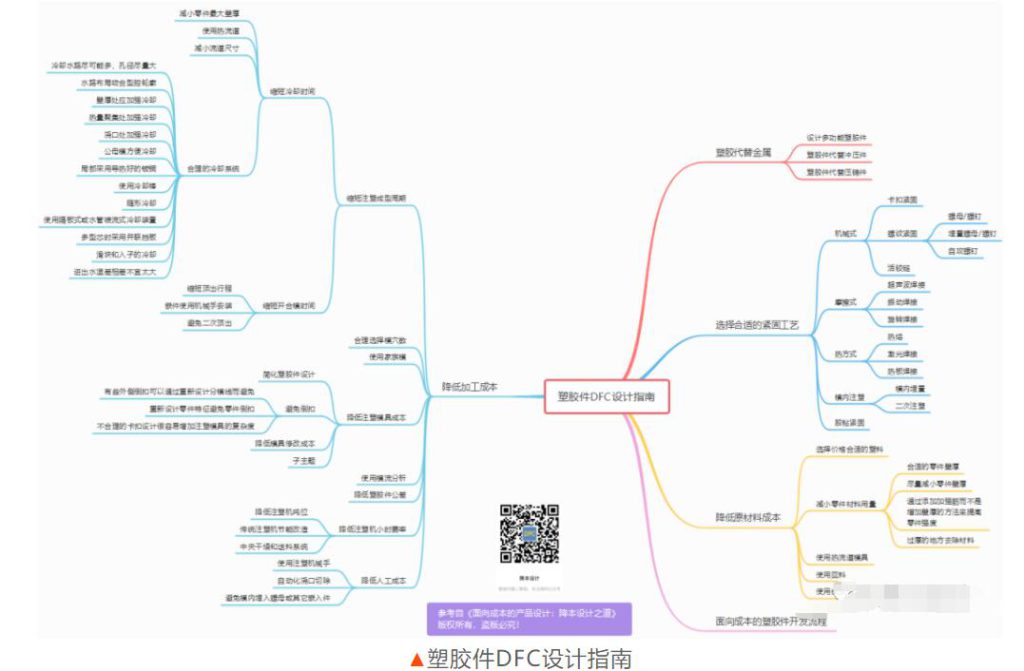
塑胶件DFC设计指南,从塑胶代替金属、选择合适的紧固工艺、降低原材料成本、降低加工成本和面向成本的塑胶件开发流程等五个维度,来分别介绍具体的塑胶件降本方法。该指南是各行各业塑胶件进行降本设计最佳实践,
医疗器械展Medtec China 2023中亮相的研发和设计服务企业,包括上海威固、上海药明康德、巨翊科技、上海瀚赛、诺达思(北京)信息技术、北京卓杰亿品、洛可可创新设计集团等多家企业,他们将在现场带来展品包括OSSD-BGA SATA nano 、医疗器械测试业务、临床前大动物实验、行为观察记录分析系统等。点击快速预登记。
我们在对塑胶件进行降本时,可以按照设计指南,傻瓜式的、一条一条的去检查我们的产品设计,就有可能获得可实施的降本措施。
针对卡壳的上壳和下壳,我们发现,“通过添加加强筋而不是增加壁厚的方法来提高零件强度”,也许是一个潜在的降本思路。
这个指南告诉我们,为提高零件强度,最好的方法是添加加强筋,而不是增加壁厚;这可以减少零件材料用量,从而降低成本。
为什么加强筋可以增加零件强度?通过有限元分析或者力学计算,我们可以证明。
现在,我们可以用下盖来进行实物证明。下盖刚好有一部分有加强筋,有一部分没有。我们做两个简单实验,来验证有加强筋处和没有加强筋处的折弯强度。
我们把施力点放在没有加强筋处,下盖很容易折弯。
而我们把施力点放在有加强筋处,相对于之前,下盖难以折弯,同时最大折弯发生在没有加强筋处,而不是承受施力点的加强筋处。
通过简单实验证明:有加强筋处的下盖强度远远高于没有加强筋处。
如果大家手头刚好有抗原检测试剂盒,可以自己试试,感受会更加深刻。
既然添加加强筋可以保证零件强度,那么我们在卡壳上盖和下盖添加横向和纵向的加强筋,加强筋把四周侧壁连接成一个整体,如图所示。
注1:图中仅为简单示意,加筋的位置如果与试剂检测部件有干涉,需要避开。
我相信,按照这样的优化设计,强度一定会优于之前的设计。会CAE的同学,可以简单模拟一下。
其实,通过加筋来增加零件强度的方法,在很多行业已经广泛应用了,下面是汽车零部件行业的一些加强筋的设计,看着这些密密麻麻的加强筋,非常让人震撼。
医疗器械展Medtec China 2023同期会议“第六届医疗器械设计论坛”特邀业内权威嘉宾,与医疗器械制造商和设计公司一同分享最前沿的产品设计理念与方式。议题包含内镜/机器人/家用康复医疗设备的研发设计要点,医疗器械研发流程介绍、研发中的设计思维:衔接用户洞察和产品创新、高端仪器装备的研发中需要怎样的设计等。
通过以上分析,我们初步可以得出抗原检测试剂盒卡壳通过加加强筋而不壁厚减小,是一个潜在的降本优化点。
那么,我们把壁厚从1.00mm减少为0.8mm,可以节省多少成本呢?
上盖的重量是1.38g(数据来源于网络),壁厚减少20%,同时因为加筋增加了材料,我们就按照重量减少15%来计算,是0.21g。
上盖用的比较多是PP和HIPS材料,我们按照每公斤12元来计算。
有的企业每天生产200万套产品(数据来源于网络)。我们按照1年12个月,每个月生产20天来计算。
那么每年上盖材料节省的成本为:
0.21*12/1000*12*20*2,000,000=1,209,600元。
上盖和下盖节省的材料合在一起,就是2,419,200元,200万以上,差不多250万了。
一个小小的设计优化,就可以节省200万,是不是让人很震惊?
这就是降本设计的魅力和威力!
注3:壁厚减少,同时可以降低加工成本,为节省篇幅,本文没有计算。因为壁厚减少,塑胶件注塑成型时的冷却时间可以缩短,成型周期可以缩短,加工成本也会相应降低。
注4:通过添加加强筋把壁厚减小,仅仅是众多塑胶件DFC设计指南中一条,如果我们再继续研究,可能会发现更多的降本优化措施。
文章来源:


