







2024医疗器械展览会Medtec梳理无心磨削技术的历史演进与创新
2024-07-29
-
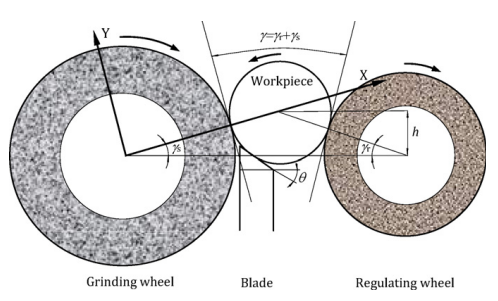
调节轮-板型:”Regulating wheel-blade type: standard centerless grinding.”
-
双鞋型:”2 shoe type: shoe external or internal centerless grinding.”
-
三轮型:”3 roll type: 3 roll internal centerless grinding.”
-
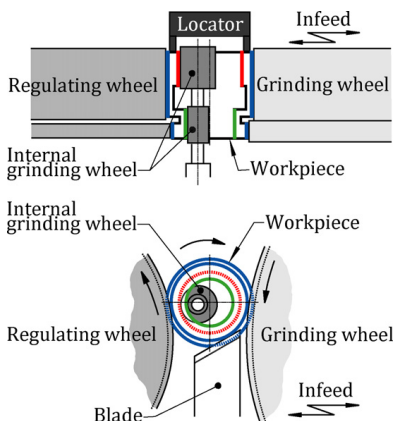
双轮-鞋型:”2 rolls-shoe type: 2 roll-shoe internal centerless grinding.”
-
双轮型:”2 roll type: centerless lapping or super-finishing.”
-
双盘型:”Double disk type: external disk centerless grinding.”
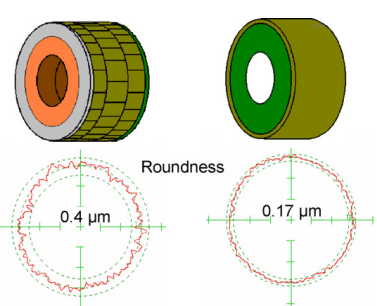
圆度误差
颤振振动
工件支持
明确的方法论
1.无心磨削理论发展:文章回顾了无心磨削理论的发展历程,包括先进的建模和仿真技术。
无心磨削理论的发展,基于对工件支撑系统和驱动机制独特性的理解,经历了显著的改进,特别是在磨削精度和生产率方面。自1917年现代无心磨削机的诞生以来,通过不断的研究工作,包括对磨削机制、动态稳定性和工件支撑稳定性的深入分析,该技术已成为汽车和轴承制造等工业领域中不可或缺的标准方法。此外,随着对过程不稳定性因素的更好理解和预测模型的发展,无心磨削在提高机械效率和实现纳米级精度方面展现出巨大潜力,为未来高效、精密的制造系统奠定了基础。
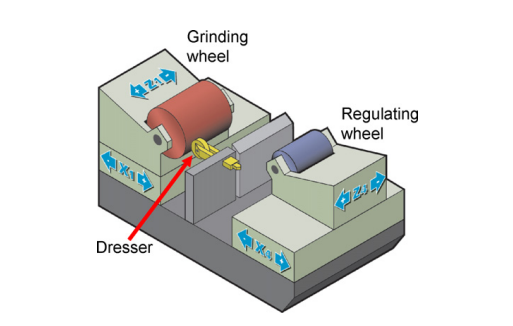
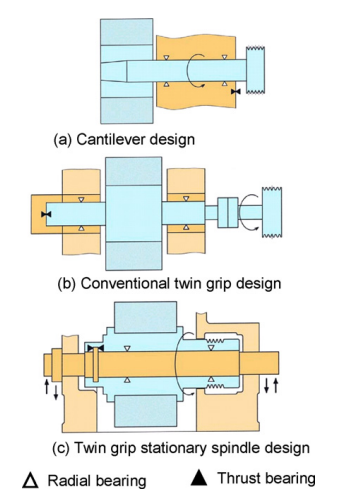
2. 磨削机设计:讨论了无心磨削机主要元件的设计,如主轴、床身、导轨和定位系统,并为未来机器提供了设计指南。
3.过程监控:介绍了先进的过程监控技术,以及它们在无心磨削过程中的应用。
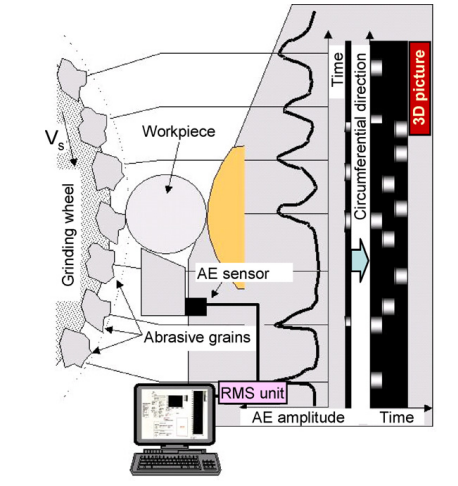
过程监控在无心磨削技术中的应用至关重要,它涉及对磨削过程的实时监测以确保质量和效率。论文中提到,尽管市场上已有多种磨削过程监控解决方案,如能耗监测、振动/平衡和通过声发射(AE)的接触检测等,但针对无心磨削特有的问题,如调整轮修整质量、工件跳动或颤振的发生以及支持板振动等,目前还没有成熟的解决方案。论文中特别提到了声发射(AE)技术在无心磨削过程中的应用,通过在支持板或磨削轮轴承上安装传感器,可以有效地监测并识别磨削过程中的接触、循环检测、表面质量和设置支持等问题。此外,AE技术还被用于监测修整过程中的颤振现象,以及在发生颤振后评估修整次数,从而确保磨削轮表面的质量。尽管如此,论文也指出了过程监控在无心磨削中的特定挑战,并提出了一些正在进行的研究工作和其他特定应用于无心磨削过程的监控方法。
4.优化和仿真:利用数学模型和仿真技术来预测和避免加工过程中的不稳定性,如工件保持稳定性、几何颤振和动态不稳定性(颤振)。
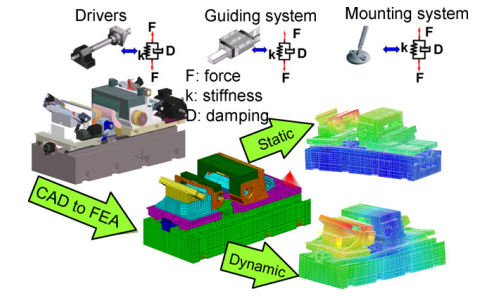
优化和仿真在无心磨削技术中发挥着关键作用,它们通过先进的数学模型和计算机模拟来预测和改善磨削过程的稳定性和效率。论文中强调了对磨削过程中工件支撑稳定性、几何颤振和动态颤振等不稳定性因素的深入理解,这些因素直接影响磨削精度和生产率。通过频率域和时域仿真,研究人员能够开发出用于预测和避免这些不稳定性的模型,进而优化磨削机的设置条件。此外,论文还提到了利用仿真技术来设计最优的磨削周期,以及通过仿真来辅助磨削机的机械设计,确保机器在静态和动态负载下的性能。2024医疗器械展览会Medtec认为这些优化和仿真技术的应用,不仅提高了无心磨削过程的精度和效率,也为未来磨削机的设计和开发提供了重要的技术支撑。
经过验证的结论
-
磨削精度与生产率的提升:无心磨削技术的发展显著提高了磨削精度和生产率。
-
工件支持系统的改进:通过优化工件支持系统的设计,可以减少工件的圆度误差和提高生产效率。
-
磨削轮的优化:使用先进的磨削轮技术可以提高磨削过程的效率和工件的表面质量。
2024医疗器械展览会Medtec同期将推出技术论坛A:精密加工设备与技术应用论坛,围绕医疗器械产品部件从设计到加工的流程,结合具体的案例分享展开,为医疗装备的研发人员提供钣金方面的经验借鉴和行业分享。现在预登记即可免费注册参会>>>
关键信息
论文主旨
-
本文综述了无心磨削技术的历史、对工业的贡献、理论的发展、以及磨削机主要元件的设计。
论文有效解决了什么问题
-
通过先进的设计和监控技术,解决了无心磨削过程中的圆度误差、颤振振动和工件支持问题。
论文有哪些待验证的问题
-
未来的研究工作需要关注新一代无心磨削机的开发,以满足更高的机械效率和纳米级磨削精度的需求。
优化、解决方案、提升等数据
-
通过进给无心磨削技术,可以实现0.1-0.3mm的圆度精度和250-350件/分钟的吞吐量。
-
通过优化磨削轮的修整,提高了磨削精度。
-
采用新的磨削机设计,如静压导轨和直线电机驱动,提高了磨削机的精度和刚度。
参考文献:Hashimoto F, Gallego I, Oliveira J F G, Barrenetxea D, Takahashi M, Sakakibara K, Stålfelt H-O, Stadt H, Ogawa K. Advances in centerless grinding technology[J]. CIRP Annals-Manufacturing Technology, 2012, 61: 747-770.
文章来源:月月日日 机械电子工程技术


