







2024医疗器械展览会Medtec分析医用导管挤出过程与性能
2024-09-24
OEM厂商选购导管时不能只考虑尺寸大小,还必须确保挤出导管符合具体医疗器械应用的性能要求
大多数医用导管说明书都包括一张注明导管材料、尺寸和公差的图纸。对于单腔导管,图纸中通常包括下列3个尺寸中的两种:内径(ID)、外径(OD)和管壁厚度,以及相应的公差。除绕成线轴、长度连续的导管外,均应注明导管长度和公差。
说明书上还可能注明包装要求、尺寸公差检验的抽样方法以及导管的清洁要求,如“导管表面不得接触污物、油脂”等。极少数说明书中还标明了导管特性或导管加工参数。
2024医疗器械展览会Medtec提醒您,人们通常误以为只要导管用料正确且尺寸符合要求,每批的导管就完全相同,而无需考虑供应商是谁。尽管有时的确如此,但有时各批导管之间会有差异。这种差异并不显著、通常难以识别,甚至在后续的质量检查中也无法发现。但其实加工参数以及所用的导管挤出设备的重要性,与导管尺寸相比有过之而无不及。
因此,挤出导管供应商和OEM厂商都应该了解挤出工艺以及其参数对于不同导管加工材料的意义。
挤出与降解
在高端诊断和治疗导管市场上,医用导管加工工艺极为重要。市场压力促使导管制造商设计的器械越来越小、管壁越来越薄。
此类管材应用如:高压导管管材、血管成形导管和支架输送导管管材以及用于医用球囊,特别是高压血管成形和支架输送球囊的球囊管材。
此外,还包括植入或插入体内的导管,以及导管的机械、物理、化学、电或热属性对于最终器械的功能十分关键的其它产品。
挤出过程中的降解会极大地影响最终医用导管的特性。聚合物是极大的分子构成,其独特的应用性能取决于分子大小或者分子量。这些大分子分解的过程称为降解。
聚合物降解到某种程度即会改变导管的特性,如:抗张强度、脆性、弹性和变色性。要了解降解,就要先了解挤出过程中发生的各种相互作用。
图1概括了这些相互作用。
2024医疗器械展览会Medtec同期将推出技术论坛H:第五届医疗器械高端数字化制造技术论坛,医疗器械生产行业得益于数字化技术的发展及市场规模的不断扩大,如今该技术的应用越来越广泛,不仅可以提高生产效率,还可以提高产品质量和生产安全性。未来,数字化技术将成为医疗器械生产行业的重要组成部分,为医疗器械生产带来更多的便利和效益。。现在预登记即可免费注册参会>>>
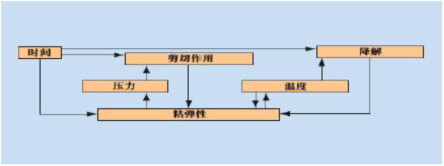
图1. 挤出过程中发生的各种相互作用,这些作用组合起来可导致材料降解。
许多原因可导致挤出过程中发生降解。
材料干燥不当或加热过度(即熔化聚合物的温度过高)可导致降解。
材料剪切过度(即螺杆速度过高或者螺杆设计不当)或聚合物熔融时间过长(即停留时间过长)也是引起降解的原因。
聚合物性质变化主要是由于这些因素会改变聚合物的化学成分。一些如聚对苯二甲酸乙二酯(PET)的聚合物对于加工参数十分敏感,易于降解,而另一些聚合物如聚乙烯则具有很好的耐受性。
降解会使大多数聚合物变脆,并降低抗张强度,缩短最终产品的使用寿命。
挤出时发生降解的另一个原因是进行多次熔加工。
例如:
某些医用导管加工材料必须进行预混。也就是说,基础材料熔化后先与其他材料如着色剂、不透射线填料、稳定剂或加工助剂混合。为了确保各成分充分分散,预混过程通常需要单独的挤出操作。
该操作会使材料在导管挤出工艺之外再度导致累积热和累积剪切。
任何一步发生操作不当,都会导致导管降解。
挤出流程概览
挤出生产线由若干设备组成。医疗挤出生产线的主要设备包括树脂干燥系统、挤出机、模具、冷却槽、牵引机以及切割机或卷取机。
干燥
挤出工艺的第一步通常是干燥聚合物,这是挤出流程中的重要一环。医疗器械行业中使用的很多聚合物都具有吸湿特性,也就是说这些材料易于吸收环境中的水分。吸湿性聚合物必须充分干燥后方可进行熔融挤出或混合。
不同材料需要不同的干燥方法,材料的干燥温度取决于材料的耐热性。
一般来说,干燥温度在120˚至350˚F之间,干燥时间为1至4小时或者更长。一些材料对水分极为敏感,必须小心干燥。例如:PET的干燥方法对挤出工艺极为关键,因为极微量的水分即可毁坏PET。其他聚合物的干燥较为容易,不需要过多的检测。
材料干燥时间过短或干燥温度过低可导致干燥不充分。残留水分会导致聚合物在挤出过程中发生水解。水解是一种降解过程,会大大降低聚合物的分子量。医疗挤出工艺中发生的聚合物干燥不充分通常是因为制造商每天只通过一、两个干燥器处理多种材料。这时,由于材料干燥时间短,聚合物很可能会无法充分干燥。
制造商经常要求同一尺寸的导管具有不同的等级或材料硬度。如果制造商没有3个独立的干燥器进行3种材料的预干燥,那么第2种和第3种材料挤出前就无法完全干燥。在这种情况下,不知情的制造商可能就会根据部分降解的材料进行评估,因而选错产品的生产材料。
过度干燥是医用导管挤出时的另一个问题。很多医疗挤出生产线产量很低或者生产速度很慢,每小时仅能出产1至10磅成品。而医用挤出机配备的商用树脂干燥器往往尺寸过大。因此,材料可能会在干燥器中滞留24小时以上。
如果监测不当,材料就会干燥过度,从而导致某些材料发生热降解。
尼龙和聚碳酸酯等很多聚合物对于过度干燥都很敏感。大多数树脂供应商都会为其材料规定最低的干燥时间和温度。必须严格遵守这些干燥建议,这样材料挤出前才能充分干燥。一般采用干燥剂型干燥器进行适当的干燥。这些干燥器必须定期维护、清洗、测试和校准,以确保性能完好。
挤出机
挤出机是一种熔化和泵送机器。它可将固体颗粒均匀熔融并以恒定的速度推动材料通过模具。螺杆机械作用产生的摩擦热加上挤出机受热机筒传来的热量,可将材料熔化。
图2. 标准医用导管挤出生产线示意图
挤出模具
挤出模具位于挤出机末端,塑造出导管的最初形状。模具是聚合物离开挤出机进入冷却箱的分界点。导管模具一般包括两大部件:形成导管内径的心轴或尖端以及形成导管外径的模具或套环。模具和心轴位于挤出头内。
事实上,有很多公司生产挤出头和模具,而且很多挤出公司开发出专利的挤出头、模具和心轴。这些部件的设计对于挤出工艺中精确的加工尺寸和保持材料的正确物理性质极为关键。模具和心轴的尺寸与最终导管的尺寸之间的关系称为牵伸比(见图3)。
图3. 产生牵伸比的挤出工艺
管壁超薄的微直径医用导管很难通过一般的挤出头和模具进行挤出。通常,模具中材料的粘性很高,而且模具间隙很小,以至于操作人员必须提高聚合物温度,以便降低材料的粘性,从而使材料顺畅地通过模具。但是提高聚合物温度会极大地改变材料的性质。
许多客户定制的挤出机通过高牵伸比设计克服了高精度微直径薄壁导管的生产难题。这大幅提高了尺寸精度,加快了流程速度,简化了模具(模具和心轴)的制造。但是,高牵伸比加工也使最终的导管具有极大的定向和残余应力和张力。这种定向性可大大提高抗张强度,减少导管沿机器方向的延长。
此外,由于导管周向应力的降低,爆破压力也随之下降。而高牵伸比带来的残余应力会在紧接的热处理和灭菌工艺中以及在自然或加速老化过程中引发诸多问题。热处理可释放挤出过程中积累的应力,致使导管长度缩短、直径和壁厚增大。
冷却
挤出冷却过程是紧接的又一个关键步骤。聚合物的冷却很重要,不同的冷却环境会导致聚合物的物理性质和形态结构相差甚大。例如:许多聚合物都是半晶体,换句话说,这些聚合物含有非晶区和结晶区。
聚合物脱离模具进行冷却时,快速冷却和淬火可延缓甚至完全抑制材料结晶。而慢速冷却会导致高度结晶化或者超大晶体的结构。在某些医疗应用中,如球囊生产,挤出导管在进行球囊成形加工前必须是非晶体结构。因此,必须确保采用的冷却参数不会使导管在挤出过程中发生结晶。
其它产品,如PEEK导管,挤出时材料必须是晶体结构。这可确保导管能保留PEEK所能达到的热、物理和机械特性。对于聚乙烯和聚丙烯等材料,有时需要尽量降低导管的结晶程度,以改善其透明度和柔性。
而有时则需要提高结晶量以改善硬度和光滑度。
大多数制造商通过充水冷却槽对脱离模具的聚合物进行冷却。这种方法一般用于自由挤出或者通过真空定型箱进行。但是,两种方法都是通过聚合物与箱中水接触达到冷却的目的。水温、箱中的水循环、冷却槽的长度以及流程速度都可影响冷却过程,从而影响最终导管的物理性质。
冷却槽的水温控制对很多产品而言都极为关键。但是许多制造商根本不使用控温器;有些则仅对冷却水进行粗略的温度控制。缺少温度控制可导致各批次之间以及同一批次首尾之间的聚合物冷却速率明显不同。
使用自来水进行冷却的制造商会发现不同季节时进水水温会浮动30°F甚至更多。
此外,冷却槽中会产生热点,特别是在聚合物最初进入的部位。实际上,即使采用了精密控温器,冷却槽中的水进行充分循环仍然很重要。如果水槽中水体流动不充分,时间一长就产生热点,而制造商却毫不知情。
许多医用挤出生产线配套销售的冷却槽体积过小,可能不适合长时间生产运行、也不适合挤出生产大直径或厚壁导管、或高速挤出小型薄壁导管(此时导管在箱中停留时间不足,导管无法充分冷却)的需要。流程速度过快或者冷却槽过短也会导致导管在冷却箱中停留时间不足。如果导管过早脱离挤出流程,而导管内部温度仍然很高,冷却过程会自动逆转,也就是说,导管会由内而外重新升温,因为此时导管中心冷却不足。这种冷却逆转会引发导管各处物理性质的不同。
挤出设备及其重要性
导管采购商必须了解自己的供应商是否拥有生产高端医疗器械导管的专业技术和设备。在过去的5年中,许多生产工业挤出制品的企业纷纷进入医疗挤出制品市场,因为他们发现该领域的利润要高于工业挤出产品。
但是,通常这些制造商的挤出机对于生产医用导管来说过于庞大,而使用过大的挤出机生产医用导管会导致聚合物停留时间过长。对许多材料来说,这会引起热降解。
此外,一些导管制造商使用的设备陈旧不堪或者无法按照医疗器械行业规定的标准进行维护。许多旧式挤出生产线不具备先进的控制系统,因而加工温度等参数波动很大。这种波动可导致热处理效果不一致,因而同一次运行或者两次运行生产的导管性质也会不同。
设备即使设计合理,但若维护不当或者校准错误也会出现上述情况。例如:挤出生产线上控温器的工作温度为300˚至600˚F甚至更高。若控温器偏差1%,则500˚F时温度偏差5˚。若偏差5%,则500˚F时温度偏差25˚。对某些材料来说,10˚的变化即可导致导管性质发生显著的变化。
医用导管制造商一般拥有超小型挤出机。但是医疗器械需要的导管直径经常又超出这些小型挤出机的设计生产范围。这时,制造商会以很高的螺杆速度运行挤出生产线,使其达到最大产量。对于许多剪切敏感性聚合物来说,这是不利的。剪切敏感性聚合物熔化时螺杆转速过高会导致聚合物降解,就像聚合物加热时间过长或者温度过高也会导致降解一样。因此制造商必须认识到挤出过程中会发生无数的相互反应。

质量问题
OEM厂商必须确定对采购的导管应进行何种测试,并且指定制造商应进行的测试种类。
测试种类应取决于产品的最终使用要求。
制造商应选择ISO9001:2000或ISO13485认证的挤出企业作为合作伙伴。但是ISO认证并不保证企业生产高质量的导管。
ISO质量管理体系仅能保证企业的运转达到了某一最低要求。
OEM厂商还需要调查挤出企业的专业技术水平,还应确保挤出企业拥有最先进的生产设备和训练有素的员工,并且确保该企业已经具有生产产品的正确工艺。
结论
当然,尺寸可影响医用挤出导管的性能特点。但是,加工参数、设备、以及材料特性对于挤出导管的最终性质同样具有重要的决定作用。选择导管供应商时,OEM厂商应将最终产品对导管的具体要求考虑在内。
除此之外,2024医疗器械展览会Medtec认为还应考虑导管性能特点对于保证最终产品正常运作的重要程度。如果要面面俱到地规定导管的每个关键特性,不但不可能,也不切实际,因此OEM厂商应该选择声誉良好并且有充分经验生产类似材料、尺寸和用途相近产品的供应商。最后,导管供应商对于材料和导管预期的应用还应具有足够的了解、流程控制规范和专业技术。
文章来源:Advanced Polymers


