






2024上海医疗设备展Medtec概述镍钛合金血管支架加工工艺
2024-09-27
1.背景
目前血管疾病一般采用血管内介入或外科手术进行治疗,但由于外科手术可施治的血管种类受限以及创伤大、并发症严重等缺点,血管内介入成为该疾病的主要施治手段。血管内介入可使用支架或球囊等进行扩张。植入的支架按原理可分为球囊扩张式支架和自膨胀式支架,其结构如图1所示。球囊扩张式支架是由经皮穿刺技术将预先安装于球囊导管上的支架随球囊一起沿导丝输送至血管病变部位,随后给球囊加压使支架扩张,支撑起病变部位的血管。当支架扩张至血管直径大小时,再给球囊释压并撤出导管,将支架留在原处保持血管通畅。与球囊扩张式支架相比,自膨胀式支架在血管病变处的扩张不需要通过球囊膨胀来施加外力。先在低温下将支架卷曲至较小直径,然后将其输送至病变部位,当环境温度由室温升高至体温 37℃时,依靠材料自身对温度的敏感特性,使支架行膨胀,支撑起病变的血管[1]。
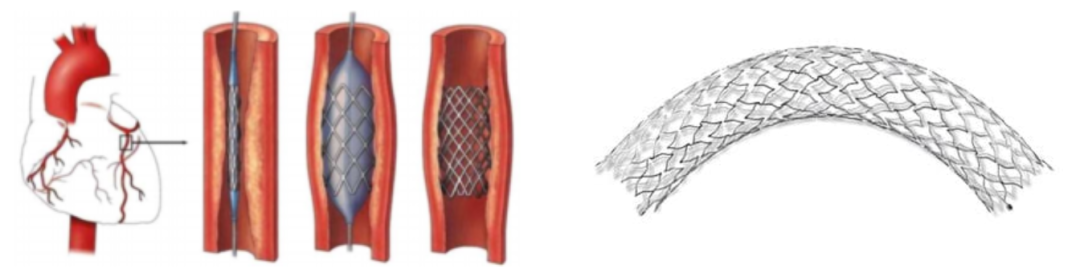
图1 (a)球囊扩张型支架 (b)自膨胀型支架
2024上海医疗设备展Medtec了解到,镍钛合金具有独特的超弹性和热形状记忆性,优异的生物相容性以及耐蚀性等,作为自膨血管支架关键原材料。但由于其强度高、塑性大、加工硬化严重,很难用传统制造工艺对其进行加工[2]。同时,心血管支架体积微小、结构复杂,加工时对于几何精度的要求十分苛刻。
2.支架成形方式
常用的支架成形方式有激光切割、编织加工等,不同的成形方式可能会对支架的几何形状以及性能产生不同的影响。激光切割技术因其非接触、制造速度快、成形精度高和成本低等优点被广泛应用于血管支架的制造,是目前最常见的支架成形方式(图 2a)。激光切割是将高能激光束聚焦后照射在工件表面,使被辐照区域材料迅速熔化汽化,同时借助与激光束同轴的速气流将熔融物质吹除,从而实现工件切割。编织加工是一种低成本的连续制造方法,加工过程中没有材料损失。将两根或多根丝围绕金属芯棒编织成三维结构(图2 b)金属线之间相互交叉,但不互锁[3]。
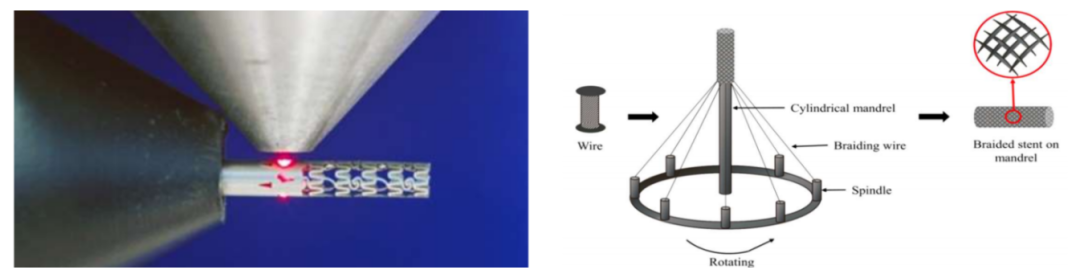
图2 (a)激光切割支架的过程 (b)支架编织工艺示意图
3.镍钛合金血管支架加工工艺
镍钛合金具有形状记忆性、超弹性及良好的生物相容性,渐渐地成为了血管支架的主要原材料之一(其特点如图3所示)。
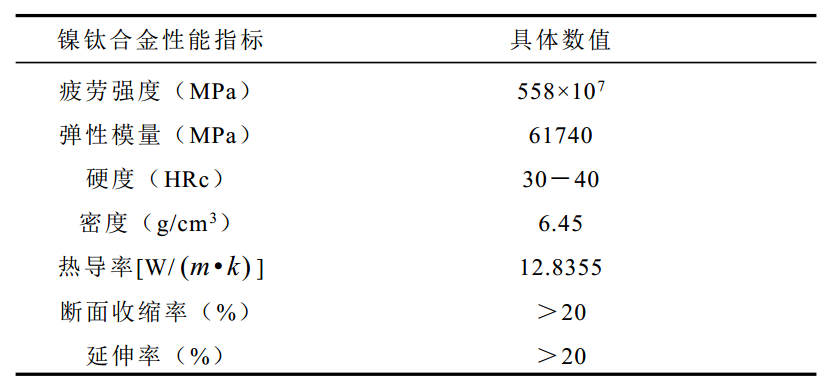
图3 镍钛合金性能图
镍钛合金支架加工工艺流程如下图4所示

图4 镍钛合金支架加工工艺
3.1支架的激光切割
切割支架的激光切割机原理图如图5所示,激光在切割过程中先由激光发生器产生激光束,经过反射镜改变激光束的方向。当光束被传送到喷嘴附近时,光斑会被汇聚。激光喷嘴在切割中的作用较多,一方面起到保护聚焦镜被切割残渣破坏的作用,另一方面控制切割气体的流场与大小,进而使得激光束更易形成理想的光斑[6]。激光束照射到管材表面的瞬时温度可达几千摄氏度,使得近光斑区域瞬间熔化。在切割过程中切割机的气路系统会提供辅助稀有气体,辅助气体可以吹除达到熔点的镍钛合金熔滴,进而达到去除材料的目的,除此之外辅助气体还会降低切割过程中的表面温度[7]。
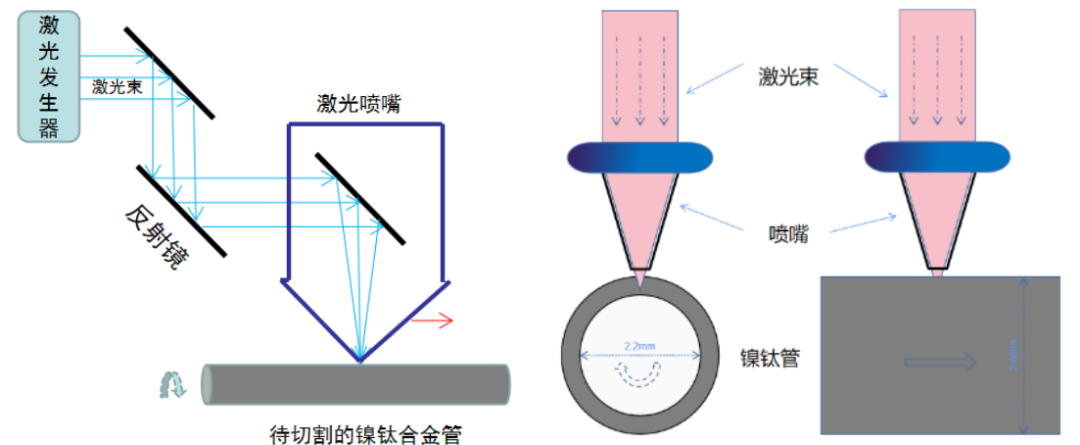
图5 切割机工作原理图和切割区域机理图
激光切割镍钛合金心血管支架的实质为管材吸收光斑能量后,受光斑作用的部分达到自身的汽化点或熔点后以等离子体或熔体的形式脱离管材的过程。其中按照光斑携带功率密度级数的不同,镍钛合金心血管支架激光切割主要分为:(1)汽化切割:汽化切割是指光斑功率密度级数高于108W/cm2时,材料吸收能量后到达自身汽化点,材料以等离子体的形式飞溅出材料表面的切割方式。(2)熔化切割:熔化切割是指光斑功率密度级数高于107W/cm2时,材料到达自身熔点后以熔体的形式流出切缝的切割方式[3]。(3)氧气辅助切割:氧气切割是指光斑功率密度级数大约为 106W/cm2,此时材料的去除依靠氧气与激光束共同作用于材料,镍钛合金管材通过燃烧的形式达到材料去除的目的。而按照产生激光类型的条件则分为:(1)CO2激光切割;(2)Nd:YAG 激光切割;(3)光纤激光切割,其中光纤激光切割是近几十年发展起来的一种新型激光切割方式,其因具有光束质量好,在工业化环境下使用寿命长等优点,但是由于光纤脉冲激光切割本质上为“热”加工,因而在加工过程中光斑能量的传递是影响支架切割质量的关键因素之一,如图6为光纤脉冲激光切割原理图。另一方面,支架激光切割按照激光的连续性则分为:(1)连续激光切割;(2)脉冲激光切割。目前心血管支架的激光加工方式均采用脉冲激光切割,这是因为相比于连续激光,脉冲激光相邻两束激光之间存在时间间隔,从而便于将切割过程中产生的废物排出,从而提高支架切割性能。
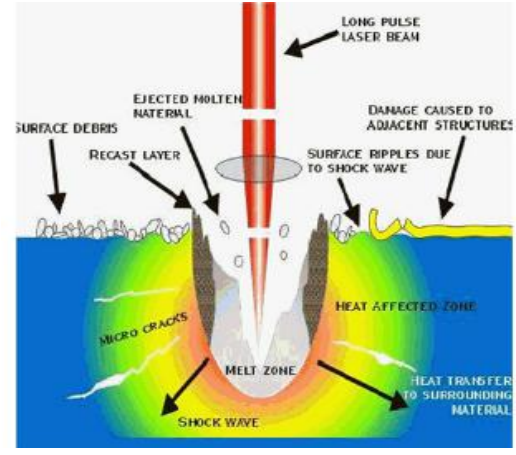
图6光纤脉冲激光切割原理图
3.2飞秒激光加工
近年来,超短飞秒(fs)级激光器技术已得到引入,这种激光器所生成的激光脉冲不会在部件上留下热效应指纹[8]。飞秒激光是一种超短脉冲激光,用它加工镍钛合金支架时,由于脉冲宽度只有10-15秒的飞秒,激光进行材料切割时,每一个激光脉冲与物质相互作用的持续期短,避免了热扩散,属冷加工过程,在根本上消除了类似于长脉冲加工过程中的熔融区、热影响区、冲击波等多种效应对周围材料造成的影响和热损伤,提高了激光切割的精度,如图7为飞秒激光加工系统示意图。
2024上海医疗设备展Medtec现场将举办第七届医疗器械设计论坛等多个与设计相关的论坛,本次会议将围绕医疗器械产品的设计理念和设计方式,结合具体的案例分享展开,为医疗器械研发人员提供经验借鉴和行业分享。点击此处立刻预登记>>>
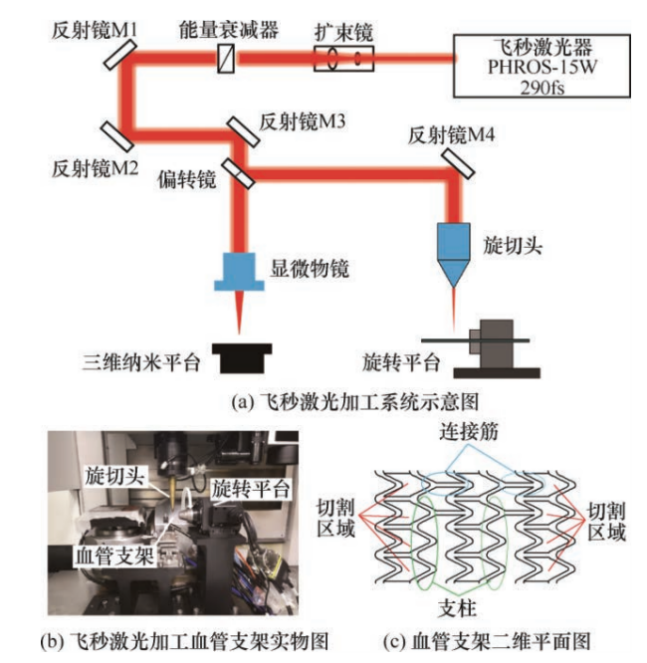
图7 飞秒激光加工系统示意图
经过激光切割后的支架还处于半成品的状态,切割后的内表面及切缝侧面常常伴有熔渣、热影响区及重铸层,切缝起伏较大且较为粗糙。通常半成品的支架需要经过热处理、喷砂,酸洗、调质及电化学抛光等一系列工序后,方可作为成品投入使用。
因激光加工属于热加工,会对支架表面造成热损伤而形成少量熔渣和氧化皮(见图 8),其中热影响区和重铸层的平均厚度在8μm左右[11]。
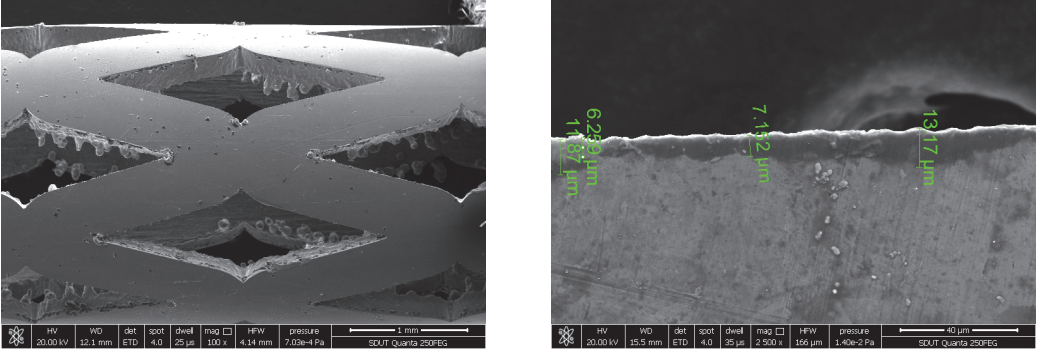
图8 激光加工后血管支架的微观形貌
3.3. 热处理对镍钛合金支架影响
不同热处理条件下得到镍钛合金支架的抗拉强度变化趋势,如图9(a)所示。从图中可以看出经过400℃和450℃热处理温度处理得到的镍钛合金支架力学性能随着热处理时间的增加而存在明显波动,500 ℃和550 ℃热处理温度下得到镍钛合金支架抗拉强度随时间变化趋势较为稳定,且随着热处理时间的增加,镍钛支架抗拉强度逐渐呈下降趋势。对镍钛合金在500℃和550℃不同热处理条件的应力应变曲线(图9(b)和图10(c))进行分析,可从应力应变曲线中提取上下平台应力、残余应变、弹性储能、弹性储能效率等指标。从图9(b)和图9(c)中可以看出热处理时间为5 min和10 min的试样都具有明显的上、下平台应力,且残余应变小(均),发生了马氏体相变和逆相变,具有稳定的非线性超弹性,但在10 min~20 min时,其残余应变随着热定型时间的延长出现突增的现象。由此可知热处理温度较高,热处理时间较长会在一定程度上影响镍钛合金支架的力学性能[9]。
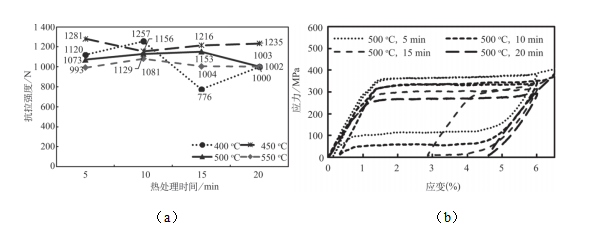
图9(a)不同热处理工艺镍钛丝抗拉强度 (b)500℃应力应变曲线
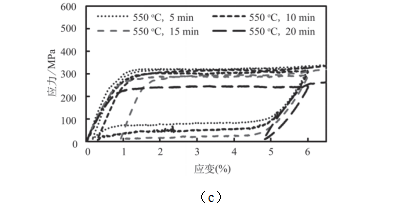
(c)550℃应力应变曲线
3.4喷砂对镍钛合金支架影响
喷砂可以有效地清除支架表面的污垢、氧化物、锈蚀、毛刺和其他不良特征,有助于确保支架表面光洁、无缺陷,以便后续涂层或其他处理能够均匀附着。
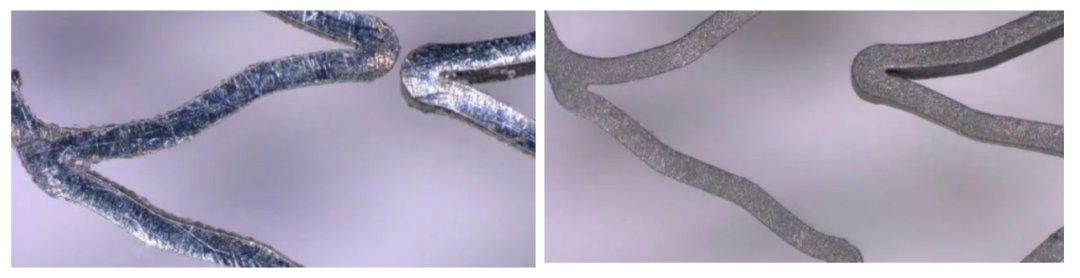
图10 (a)未喷砂支架表面 (b)喷砂支架表面
用氧化铝砂喷砂后后续再用玻璃珠喷砂的好处:外径和内径转角处的半径可以实现,而所需的附加材料去除最少。半径的大小可以有效地控制,因为它是基于圆形磨料,玻璃珠的大小和速度的。可以控制具有附加半径的支架区域。通过机械加工表面,有助于保持支架的疲劳寿命。玻璃珠磨料通常用于必须保持严格公差的喷丸处理应用中。玻璃珠对支架表面进行喷丸处理,不会去除任何材料或数量可忽略不计的材料。玻璃珠的尺寸很重要。玻璃珠的尺寸越大;边缘越圆,玻璃珠有35 ,50 和100 两种。如下使用每种尺寸的样本测试的结果。
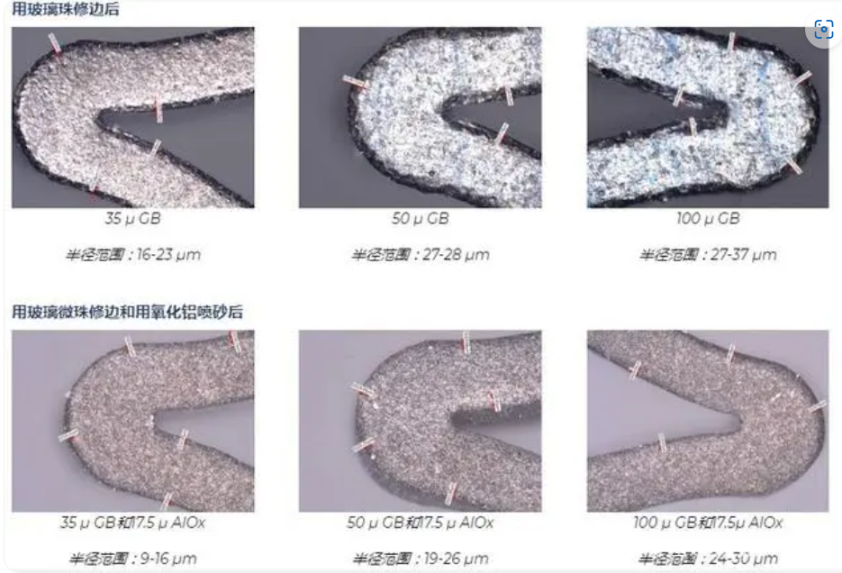
图11 玻璃珠喷砂
3.5酸洗对镍钛合金支架影响
镍钛合金血管支架在生产加工过程中,需要对管材进行激光雕刻,这将会在其表面生成一种黑色氧化层和熔融碎片,从而影响支架的表面光滑度。这些熔渣和氧化层在血管支架植入人体后,会刺激血管内膜增生,加大了再狭窄的发生风险,因此在支架成型后需要酸洗去除支架表面的氧化层和碎片。但是酸洗去除镍钛合金血管支架氧化皮过程中会造成材料“氢脆”酸洗时间越长给材料带来的危害越大,因此要合理的控制酸洗时间[10],如图12从中可见酸洗时间越长丝径减小破断拉力减小,强度略减小,弯曲疲劳次数减少。因此酸洗时间过长会使材料的塑性、韧性恶化当酸洗时间超过2h 后即为过酸洗。
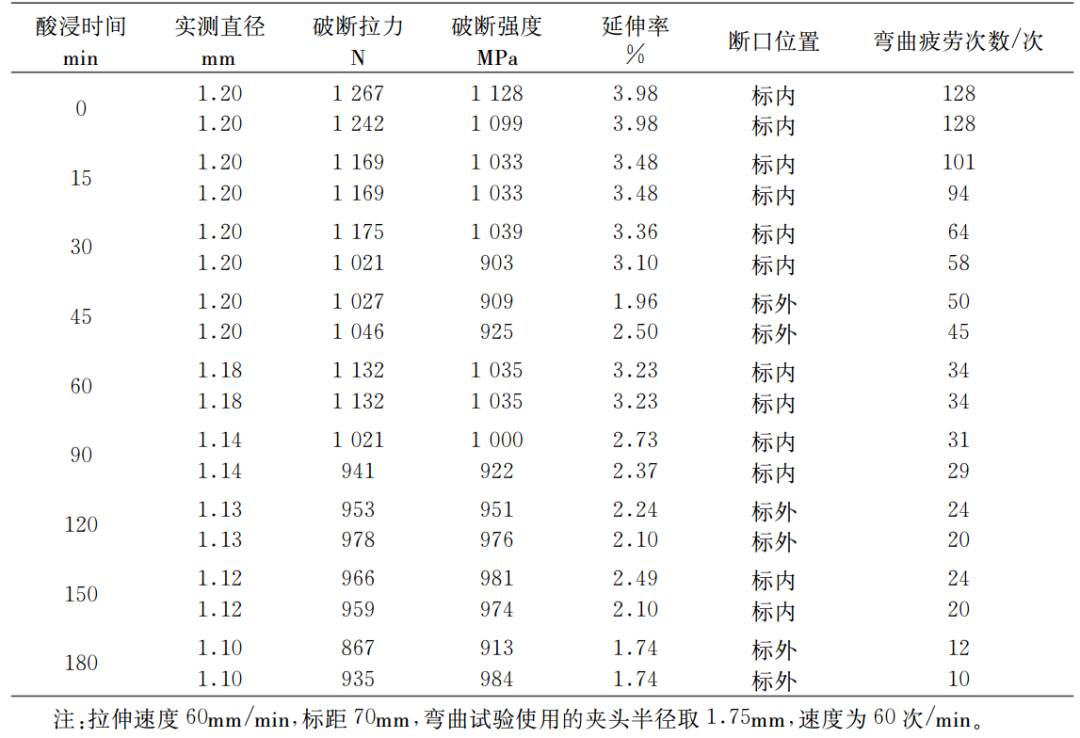
图12不同酸洗时间Ni—Ti 合金的力学性能值
3.6电解抛光对镍钛合金支架影响
经过激光切割后的镍钛支架具有较高的粗糙度,植入人体后对该处的血液流动会产生较大的阻力,导致血栓的形成因而对镍钛支架进行表面处理改善其表面性能成为制备医用合金支架的关键。工业上一般通过机械抛光和化学抛光相结合的工艺对镍钛合金进行表面处理,但是机械抛光和化学抛光的效率低,过程繁琐,且对于支架类特殊结构的材料特别容易遭到破坏,故通常将电解抛光技术作为主要的处理手段应用于镍钛合金支架的表面处理[11]。
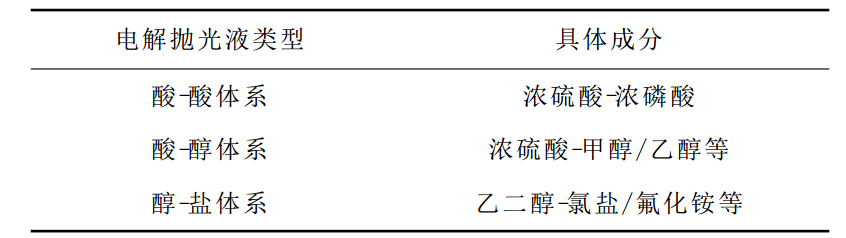
图13 基本电解抛光液类型及成分
酸-酸体系中,浓磷酸易于在试样表面形成一层黏性膜,可以改善电解抛光的效果,而浓硫酸具有强蚀性,抛光过程中有效地去除了试样表面的杂质和氧化膜,并增强了导电性。这种双酸体系在国内应用比较普遍。国外的Babilas[12]等也同样提出使用该双酸体系对试样进行抛光,并获得相对均匀、耐腐蚀性能较好的表面。优点在于酸的腐蚀能力强,可以快速地改善合金表面状态,提高抛光的效率.但是,也正因为浓硫酸和浓磷酸具有较强的腐蚀性,所以在对合金进行电解抛光时,合金表面状态极易受强酸腐蚀性能的影响,导致抛光效果的不稳定。若对抛光时间控制不好,还容易出现过抛的情况,而 P、S元素也对环境会造成污染。所以Hryniewicz[7]将浓磷酸应用在对试样进行阳极氧化的表面处理中发现在电解抛光时,尝试加入缓蚀能力比较强的醇类溶质。这就形成了以酸-醇为主的电解抛光液体系[10]。
酸-醇体系一般使用非水电解质,醇类作为有机溶剂混合强酸配成电解抛光液。适当添加少量添加剂。这种电解抛光液的优势在于强酸具有很强的腐蚀性能,而醇类黏度很高,在电解抛光的过程中,可以有效地促进缓蚀.对于钛合金这种电导率较低的金属材料,缓蚀可以为其提供充足的时间进入溶液,并进一步形成黏性膜,在导电的条件下可以降低抛光试样的表面粗糙度[12]。
由于强酸都有着很强的腐蚀性,而诸如高氯酸、硝酸等强酸还易发生爆炸,这就给操作人员带来很大的安全隐患,同时容易造成环境污染。在这样的前提下,2024上海医疗设备展Medtec了解到国外有学者提出了使用醇类和可溶性盐组成的温性电解抛光液[13]。
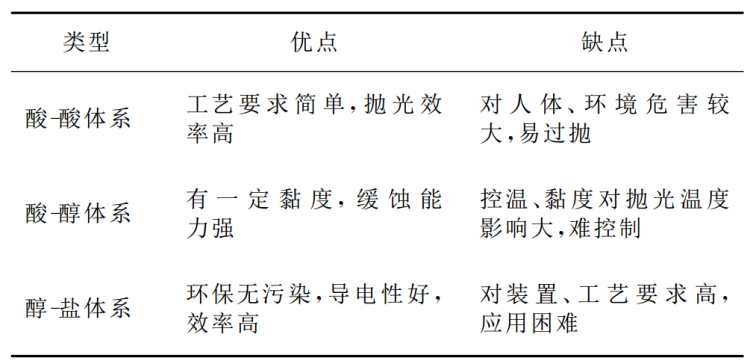
图14 三种电解抛光液体系优缺点比较
镍钛合金的电化学抛光液有酸性、碱性和中性 3 种,其中酸性抛光液的抛光效果最好。
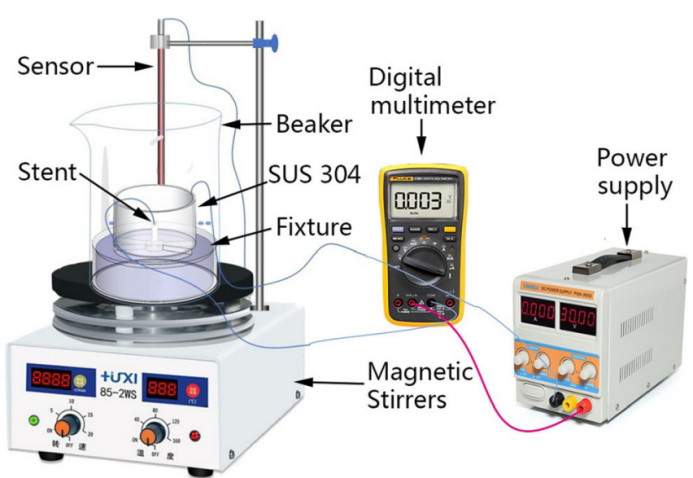
图15 电解抛光心血管支架原理装置示意图
先采用氢氟酸、盐酸、硝酸和水的体积比为 5∶10∶35∶10 的混合液超声清洗30 s,然后依次采用去离子水、丙酮清洗 2 min,吹干后待用。经上述处理后,血管支架的表面粗糙度Ra约为 1.3μm。电化学抛光阴极选用 304 不锈钢管,内径32.6 mm,壁厚1 mm,长度16 mm。电化学抛光的工艺条件为:温度 15 °C,电流密度 0.7 A/cm2,极间距 15 mm,时间 20 s(甲醇−高氯酸)或 90 s(冰醋酸−高氯酸)。

图16 抛光前(a)后(b)血管支架的外观
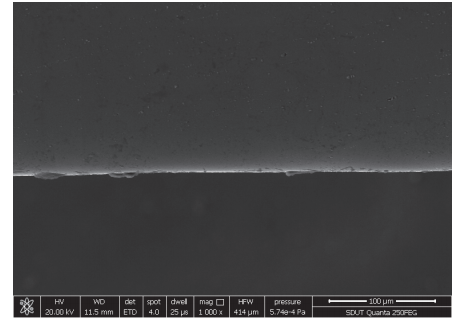
图17抛光后血管支架的微观形貌
从图 16和图 17可知,与抛光前的血管支架相比,血管支架表面的光亮度提升,并且表面没有明显的凸起等缺陷,而且热影响区和重铸层消失,有利于提高血管支架的性能。
参考文献:
[1] 朱绍珍, 王杰. 医用镍钛合金温变形过程中的本构关系和组织演变 [J]. 钢铁钒钛, 2022, 43 (06):51.
[2] 王本力. 镍钛形状记忆合金的研究及其应用进展 [J]. 新材料产业, 2021, (04):28.
[3] 周永恒 廖, 蒙红云,刘颂豪. 血管内支架的激光精细切割技术 [J]. 应用激光, 2005, (03):161.
[4] 张淼, 何代华, 刘新宽, et al. 医用镍钛合金的电解抛光进展 [J]. 有色金属材料与工程, 2017, 38 (05):302.
[5] Liang X, Liu Z, Wang B. State-of-the-art of surface integrity induced by tool wear effects in machining process of titanium and nickel alloys: A review [J]. Measurement, 2019, 132:150.
[6] Daram P, Hiroto T, Watanabe M. Microstructure and phase evolution of functionally graded multi-materials of Ni–Ti alloy fabricated by laser powder bed fusion process [J]. Journal of Materials Research and Technology, 2023, 23:5559.
[7] Hoque M E, Showva N N, Ahmed M, et al. Titanium and titanium alloys in dentistry: current trends, recent developments, and future prospects [J]. Heliyon, 2022, 8 (11):e11300.
[8] 谢小柱, 朱裔良, 黄亚军, et al. 飞秒激光无碎屑加工不锈钢血管支架 [J]. 机械工程学报, 2021, 57 (05):251.
[9] 王艳艳, 罗健, 李勇, et al. 热处理对NiTi自膨式血管支架形状恢复能力的影响 [J]. 中国医疗器械杂志, 2021, 45 (02):119.
[10] 王兰英 伊, 曹文涛,杨恒. 酸洗对Ni-Ti合金力学性能的不良影响及消除 [J]. 金属制品, 1997, (04):11.
[11] Wang Y, Wei X, Li Z, et al. Experimental Investigation on the Effects of Different Electrolytic Polishing Solutions on Nitinol Cardiovascular Stents [J]. Journal of Materials Engineering and Performance, 2021, 30 (6):4318.
[12] Akamine H, Kalbekov A, Higashizono T, et al. Hydrogen-induced phase with martensitic-like characteristics in Ti-Ni shape memory alloys [J]. Journal of Alloys and Compounds, 2023, 965
[13] Bouchareb N, Hezil N, Hamadi F, et al. Effect of milling time on structural, mechanical and tribological behavior of a newly developed Ti-Ni alloy for biomedical applications [J]. Materials Today Communications, 2024, 38
文章来源:智健ZGiantec


