







采用皮秒激光器进行玻璃微型焊接
2020-12-01
在微流体和医疗器械包装等多个领域中, 需要在不使用粘合剂或中间层的情况下, 将玻璃和玻璃或者玻璃和其他材料结合起来。激光微型焊接能够实现这一目的, 使用超短脉冲激光器在两种材料的接合处产生高强度聚焦, 从而造成材料熔化并混合在一起。这种方法产生的粘合层非常窄,<100 µm,保留了光学清晰度, 并且化学性质稳定。
这种方法产生的粘合层非常窄, <100 µm, 保留了光学清晰度, 并且化学性质稳定。最近, MKS Spectra-Physics® 工业应用实验室的工程师演示了将 50 W 红外 IceFyre™1064-50皮秒激光系统用于玻璃和玻璃以及玻璃和铝的激光微型焊接。工程师为速度和焊接质量选择了激光参数,同时避免破裂和断续焊接。
在焊接之前, 需要使两个表面结合得非常紧密, 通常达到亚微米级, 不过我们采用了更大的间隙来演示焊接。这个步骤可以通过多种方式来完成。在各种情况下, 表面必须平整、经过抛光并且清洁。对于玻璃和铝的焊接, 需要使用夹具来创造接触区域, 而对于玻璃和玻璃的焊接, 则可采用光学接触方式将样本结合在一起。
为实现牢固、范围极小的微型焊接, 工程师使用 0.50 NA的 8 mm 焦距透镜在两种材料之间的接合处紧密地聚焦光束。焦点光斑的非线性吸收可实现小范围焊接,同时对周围的材料造成最小的热效应。焦点在材料接合处平移, 有时会通过接触不良的区域,产生跨接触区域的熔接线, 偶尔会超出接触区域。由于焊接能够连接非常小的间隙, 我们可以将接触区域向外延伸到焊接更大的区域。
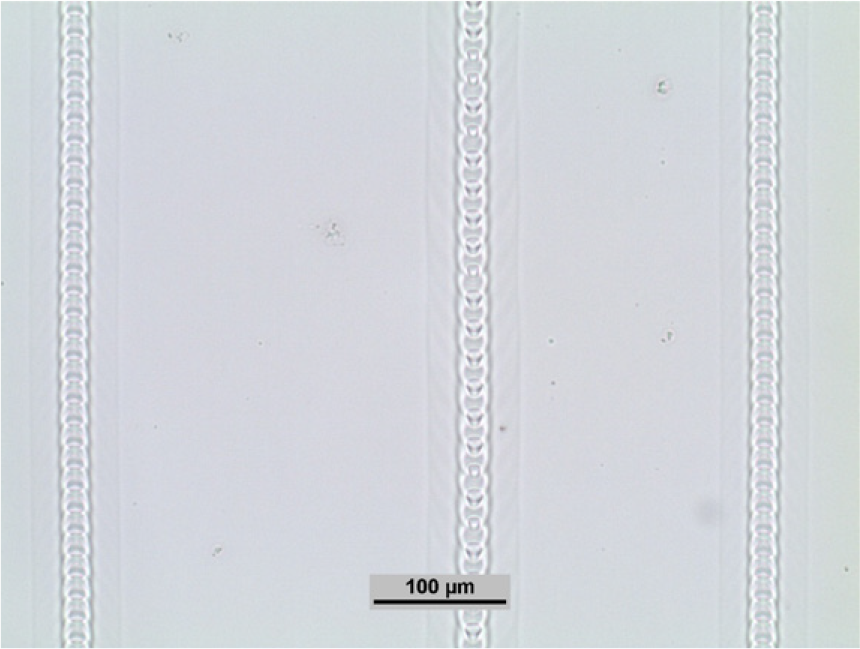 图 1
图 1
玻璃和玻璃的焊接线, 显示内部和外部修改区域。保持了很高的光学清晰度,没有明显的裂纹。 图 1 显示玻璃和玻璃的焊接线, 具有细微的外部修改区域,~30 µm 宽的内部修改区域两侧宽度各为 ~25 µm, 熔体池中存在外观调整, 但间距 (~20 µm) 比脉冲间隔 (<1 µm) 长得多。熔化区域的这种调整可能是由反馈过程造成的; 在此过程中, 熔化区域和相关的折射率变化使光束焦点发生扭曲, 从而降低非线性吸收并减少熔化, 只在光束稍微偏离扭曲焦点的熔池时增加熔化。
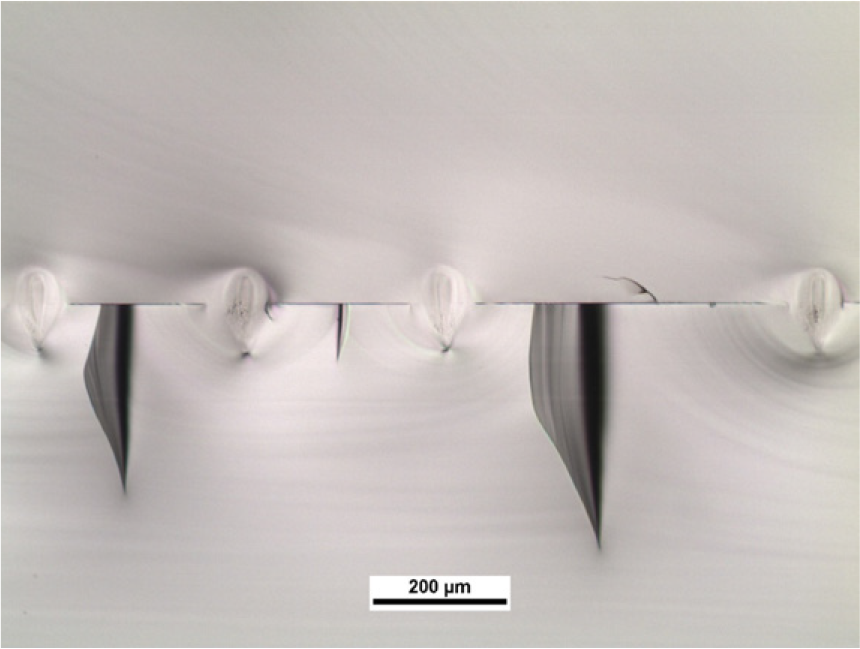 图2
图2
多条玻璃和玻璃的焊接线的横截面。由于划线和打破过程,焊接点之间可以看到一些破裂。 玻璃和玻璃的焊接与玻璃和铝的焊接之间实现最佳结果的参数有明显的不同。玻璃和玻璃的焊接得益于极高重复频率、极高重叠的处理。产生的焊接点很整齐, 加工后没有裂纹 或分离 (图 1)。在处理之后, 工程师对样本进行划线并将其打破, 以获得横截面视图, 如图 2 所示。
横截面显示以 25 mm/s 的速度处理的四条焊接线, 每条都呈倒置的泪滴形。如图 1 中的从上到下视图所示, 图中存在清晰的内部熔化区域以及更细微的外部区域。在焊点之间, 我们可以看到两片玻璃之间的界面, 但在焊接点上, 界面消失, 表示两片玻璃完全融合。我们可以在焊接点之间看到破裂, 但这是由用于获取横截面的裂开过程造成的, 在裂开之前拍摄的从上到下图像中不存在破裂。
我们可以看到两片玻璃之间的界面, 但在焊接点上, 界面消失, 表示两片玻璃完全融合。我们可以在焊接点之间看到破裂, 但这是由用于获取横截面的裂开过程造成的, 在裂开之前拍摄的从上到下图像中不存在破裂。
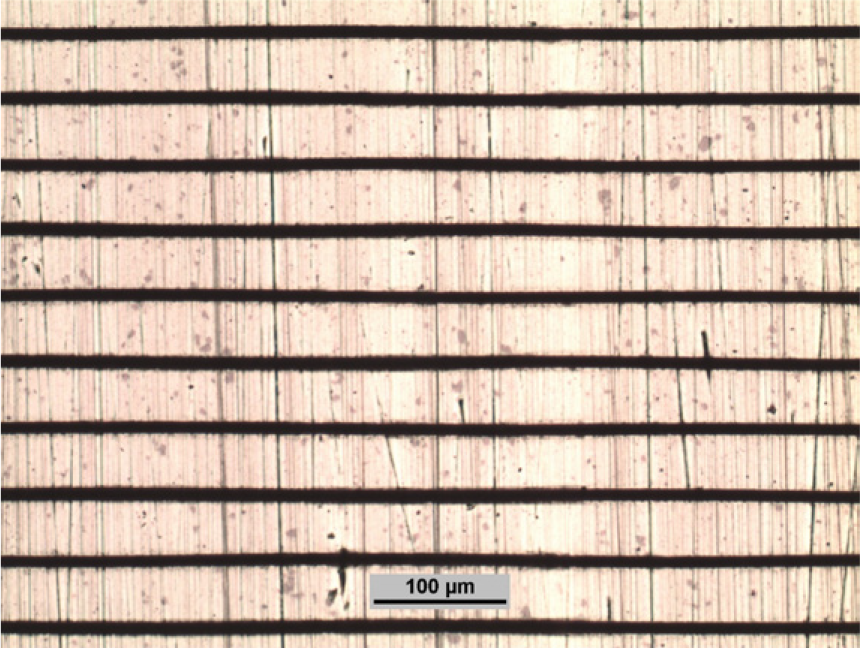 图3
图3
玻璃和铝的焊接线。焊接点显示为深色水平线。 玻璃和铝的焊接的处理速度与玻璃和玻璃的焊接相同, 但需要采用更低的脉冲重复频率进行处理。功率也有所降低,以避免因铝表面比玻璃和玻璃的焊接更高的吸收率而产生的破裂和分离。如图 3 中所示, 从上方查看时, 玻璃/铝接合处的焊接点显示为黑色线条。
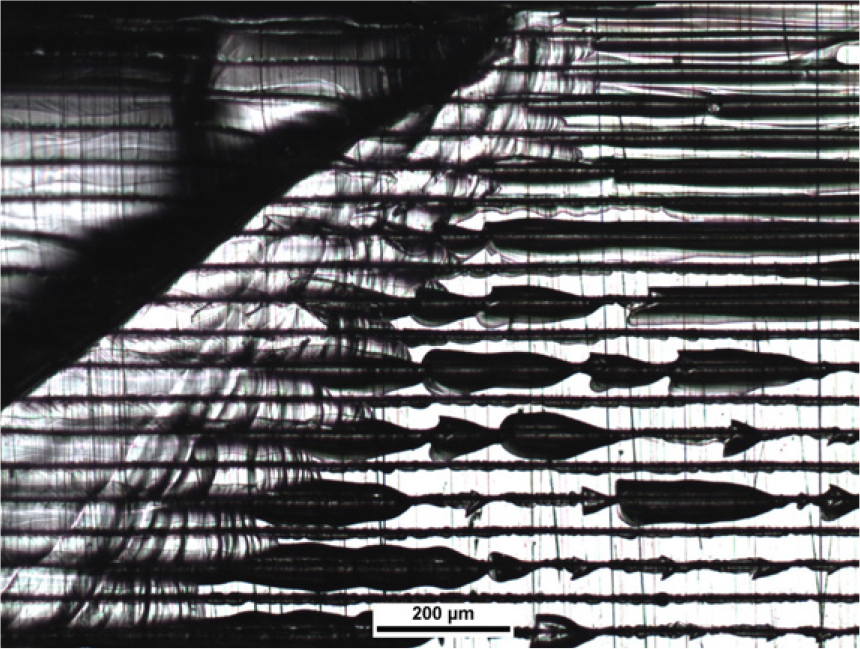 图4
图4
分离后的玻璃和铝的焊接线。铝表面的焊接线留有玻璃碎片,一些碎片跨越多条焊接线。 图 4 中显示了玻璃片从铝上脱离之后的铝表面。许多玻璃碎片仍然附着在表面上, 宽度为几毫米, 高度超过100 µm, 表明玻璃和铝之间牢固的结合。
超快激光微型焊接是一个敏感的过程, 需要进行一些参数调整,以产生牢固、可重复的焊接点。使用 IceFyre ps红外激光系统, 可以为不同的材料组合开发优化的焊接过程, 展示 IceFyre 激光器在各种激光焊接应用中的有效性和灵活性。
文章来源:mks激光应用实验室
图片来源:网络


