






上海医疗器械展会Medtec对比TPE和TPU电线电缆料性能及应用
2024-06-12
热塑性弹性体以其高弹性、柔韧性、爽滑的手感等优点,当下深受众多电线电缆厂的亲睐。随着PVC材料在很多场合受到限制使用,热塑性弹性体现已得到大力推广。
近15年来,国内对热塑性弹性体的阻燃开发越来越多,阻燃热塑性弹性体特别是以TPE和TPU为代表在消费品数据线以及新能源充电桩护套线和绝缘线、车内高压线上已得到广泛的应用。
但热塑性弹性体的阻燃研究依然存在很多客观的问题,例如经常有朋友问TPE和TPU的区别有哪些。这次上海医疗器械展会Medtec就主要简谈热塑性弹性体TPE和TPU电线电缆料的特点、性能对比和应用。
01、TPE在电线电缆领域中的应用

TPE 指以SEBS 为基体树脂的热塑性弹性体,SEBS 是苯乙烯(S)-乙烯(E)/丁烯(B)-苯乙烯(S)构成嵌段共聚物。
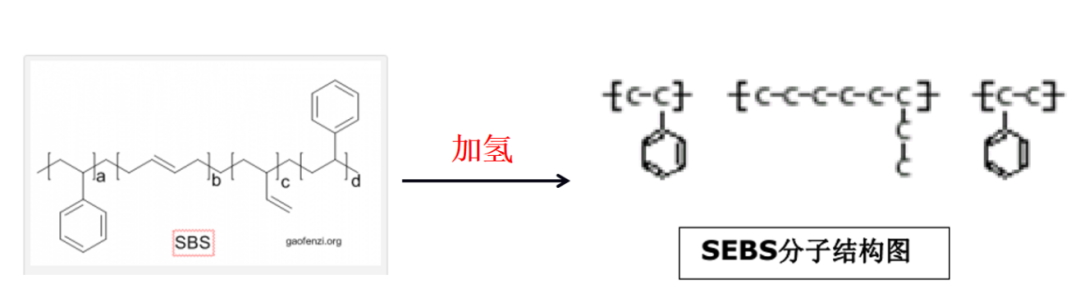
SEBS亦即SBS中的双键被氢化饱和,因而SEBS具有良好的耐候性、耐热性、耐压缩变形性和优异的力学性能。
(1) SEBS产品电绝缘性能优良,无毒,耐候、耐老化性能好,有较好的柔顺性和较高的强度,且使用温度范围较宽,是制作电线电缆外被皮和绝缘带的优异材料,主要应用于移动智能终端和家电等领域。
目前在线材行业,SEBS产品在低压线材领域(如耳机线、充电器线、USB线、音频/视频线、电脑线等)代替PVC已成为大势所趋。
(2) 由于消费类电子产品具有更新换代快、使用周期短的特点,随着消费升级时代的来临,SEBS相关产品在该行业有着巨大的发展空间。
随着国内外对电缆防火性能和环保性能的要求越来越迫切,人们消费水平的不断提高,高性能的阻燃SEBS产品未来替代PVC、CPE等电缆基材的趋势日益显现,未来应用前景广阔,目前对SEBS阻燃改性和高性能化开发市场需求很大。
(3) 特殊功能TPE料:随着TPE材料的新技术应用和发展,目前特殊功能TPE料主要有导电TPE、抗静电TPE、TPE绝缘料、辐照交联XLTPO、高回弹性TPE、高阻燃TPE等。
02、TPU在电线电缆领域中的应用

TPU热塑性聚氨酯弹性体,它是由二异氰酸酯和大分子多元醇、扩链剂/交联剂和少量助剂共同反应生成的线性嵌段共聚物。一种是以聚氨酯材料为主,另外一种是聚醚型为主。
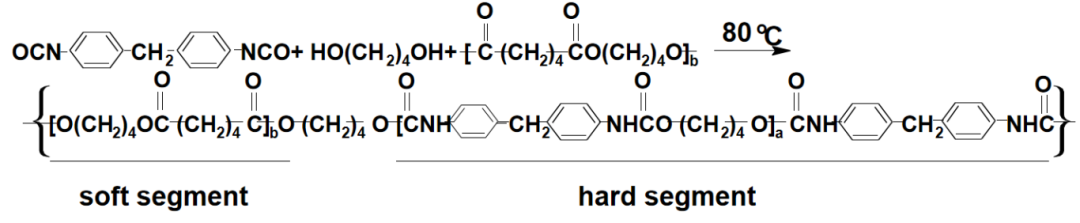
图:TPU分子结构
通常为一种嵌段聚合物,长链多元醇与异氰酸酯反应得到的PU作为软质段,短链二元醇与异氰酸酯反应得到的PU作为硬质段。
上海医疗器械展会Medtec及ADTE展会现场不仅将汇集国内外知名电子元件组件企业,同时还将同期召开技术论坛A:医疗器械诞生的助推器——创新医用材料/配件及精加工及技术论坛J:高端有源医疗设备核心部件与技术论坛等多个与电子元件组件相关的论坛。众多业内同仁可以借此机会面对面交流,并聆听行业专家对新技术、新产品、行业现状、行业发展的深度解析。点击此处进行参观预登记>>>
TPU弹性体在电线电缆方面的应用主要为以下领域:
-
汽车线束:防抱死系统(ABS)线束,里程表线缆,汽车通讯线缆,充电桩阻燃护套线等;
-
地理勘探电缆:油田\海洋\陆地勘探线缆,地震波检测电缆等;
-
消费类电子电线:耳机线,手机充电用(阻燃)数据线,音频线,USB线,电脑配件线等;
-
能源及工业线缆:电脑数控线缆,风力发电线缆,矿用线缆,动力能源线缆;
-
电线通讯线缆:光纤线缆护套线,要求阻燃;
-
医疗设备线缆:心电图线,血液氧气探测线,电极导线线缆,按摩器线缆。
03、TPE和TPU电线电缆料性能比较
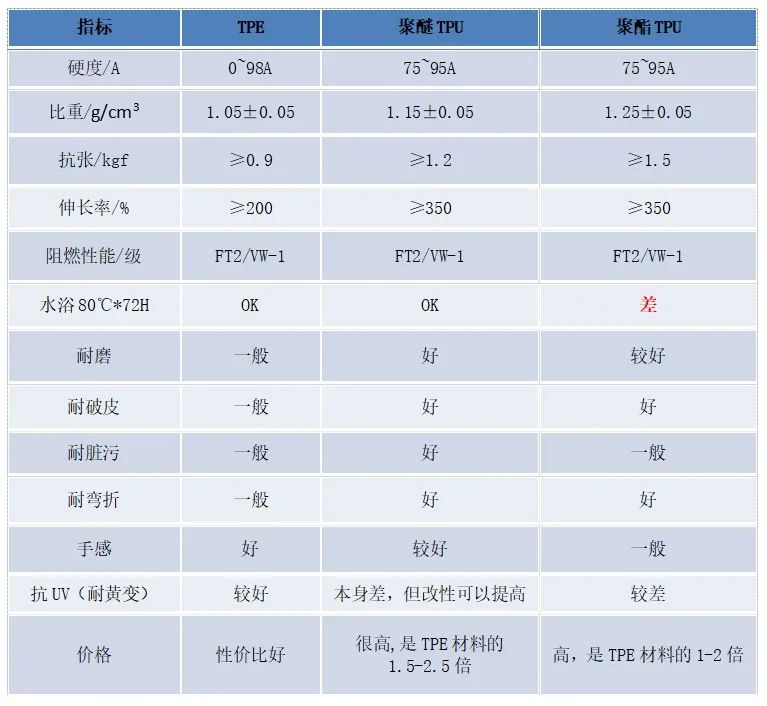 (1)TPU比TPE的强度好,拉伸强度和拉伸率:TPU的拉伸强度是天然橡胶和合成橡胶的2~3倍,TPU的耐弯折能力好;耐磨性能好,Taber磨耗值为0.35-0.5mg,是塑料中最小的,因此耐破皮性能好。
(1)TPU比TPE的强度好,拉伸强度和拉伸率:TPU的拉伸强度是天然橡胶和合成橡胶的2~3倍,TPU的耐弯折能力好;耐磨性能好,Taber磨耗值为0.35-0.5mg,是塑料中最小的,因此耐破皮性能好。(2)TPE和TPU的手感和柔软性能:TPE可以从0度~99A较宽的范围内调整硬度和柔韧性,而TPU的硬度范围为60~95A,在硬度85A以上时仍保持弹性,这是其它弹性体所没有的特性,所以TPU具有高负载支撑能力和良好的吸排效果;两者在不同的硬度范围内手感有不小的差别,根据要求适应不同的场合需求;TPE在高硬度场合弹性损失较大。
(3)聚醚TPU和TPE的耐水性能好,但是聚酯TPU耐水性能很差;TPU的耐油性能优于TPE。
(4)聚酯TPU的抗UV比较差,容易黄变,由于聚氨酯硬段和芳香族固化剂的苯环与羧酸酯共轭,发生氧化重排,形成具有发色基团的醌式结构,从而使得聚合物链段中产生不饱和键;在紫外线的作用下,为变色反应提供能量”自由基”,其提供的能量足以破坏大部分聚合物的化学键,引发自动氧化反应,造成老化降解。
聚醚TPU的黄变性能比聚酯TPU好,通过改性后抗UV能力可以提高,确保1~2年内不变黄;而TPE的抗UV总体优于TPU,因此耐变色性能TPE要比TPU好很多。
聚酯TPU和聚醚TPU其它性能对比:
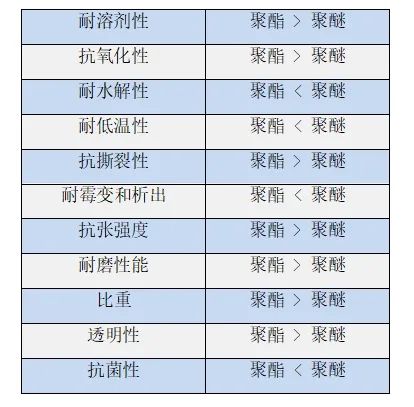
综上所述,聚醚型TPU具有耐水解、抗霉菌、高回弹性、低温性能好的优点。而聚酯型TPU具有高拉伸强度、挠曲性能、耐磨耗性以及耐溶剂性能,抗氧化和耐较高温度等优点。
04、TPE和TPU电线电缆料加工成型及成本对比
TPE和TPU电线电缆料加工成型对比:
(1)TPU极容易吸水,加工前需要100℃*3~4H干燥,而TPE干燥70~80℃*2H即可;
(2)TPU对挤出机要求 L/D比在20-30之间,压缩比在2-4之间的单螺杆三段式挤出机适合于TPU加工;螺杆及料管的间隙约为0.1-0.2mm,最佳的螺杆设计应避免激烈磨擦过热而使得材料分解裂化从而降低制品机械物性。
螺杆转速依螺杆直径而定,由于TPU对煎切敏感,太高转速易导致TPU裂解,太低则因停留时间过长也导致裂解,一般螺杆转速设定于25-60rpm范围,而TPE对挤出机要求比较宽松一些。
(3)TPU开机前确保螺杆、机头、螺缸无死角清理,所有准备工作完成,如半成品准备、印字调试等,最后一步真正开成品了,才拉开料斗放料至螺杆,在开机初始阶段,尽最大可能减少胶料在螺杆停留时间,放料后,5分钟内把机台快速开动起来,开头这关键几分钟一定要处理好,注意顺序,就会有事半功倍的成效。
(4)TPE对剪切没有TPU敏感,停留时间长也不会轻易分解,相对来说加工要方便些。
TPE和TPU电线电缆料加工成本对比:
(1)TPE材料成本和聚酯TPU成本区别不大,聚酯TPU略高,但是聚醚TPU的成本相对较高。
(2)三者TPE密度最低,聚醚TPU密度其次,聚酯TPU密度最大,使用TPE成本是最低的。
通过对TPE 和TPU 材料基本性能和材料加工工艺的对比,二者都有各自的优势和缺陷。但从上海医疗器械展会Medtec认为国内TPU 和TPE 产业链来分析,TPE 原料市场渠道更为稳定和便利,而TPU 的生产原料大部分要依赖进口,而且国内生产工艺相对落后,产品稳定性比较难保证,各个生产厂家的原料特性差异化较大,我们弹性体同行们需要去足够了解才能有利于应用和改性开发。
文章来源:


