现状
有机硅弹性体耐热、耐化学剂、耐风化、耐臭氧、耐潮湿、耐紫外线(UV)照射,使其成为制造无数产品的关键。有机硅弹性体结构可以通过使用传统技术,如成型,或先进技术,如软光刻和3D打印制造。然而,由于液态硅预弹性体的界面行为所带来的挑战,使用有机硅弹性体的3D打印通常会导致低质量的产品。这些挑战可以通过使用嵌入支撑材料来部分解决,该材料在移动打印喷嘴周围流动,同时将沉积的油墨捕获在空间中,为打印结构提供稳定性。然而,即使在这样的稳定条件下,印刷油墨及其支撑介质之间的界面张力也会在固化之前驱动印刷结构的变形和破裂(图1A-B)。用添加剂改性硅树脂油墨可以稳定3D打印结构,但使用未经改性的硅树脂油墨进行增材制造的通用方法仍然难以捉摸。在不进行油墨改性的情况下,实现高质量3D硅胶打印的一种方法是通过使用与其稳定的印刷油墨化学性质相似的支撑材料来消除界面张力的破坏作用(图1C)。因此,迫切需要开发化学性质类似于聚二甲基硅氧烷(PDMS)油墨的支撑材料。
解决方案
基于此,医疗器械制造展Medtec China近日了解到美国弗罗里达大学的Thomas E Angelini教授等报道一种由PDMS制成的3D打印精确、复杂详细的结构的方法(超低界面张力增材制造,AMULIT),该结构使用的支撑材料在与硅胶墨水接触时表现出可忽略不计的界面张力。通过调整这种支撑材料的弹性和流动特性,实现了高性能打印,能够制造如脑动脉瘤模型等复杂的形状。各种结果表明,AMULIT 3D打印技术可以用于制造复杂的硅胶结构,用于生物材料设计和手术模拟器,并且他们引入了将打印方法扩展到其他材料的可能性。论文以《A silicone-based support material eliminates interfacial instabilities in 3D silicone printing》题发表在Science上。
为了制备一种适用于PDMS油墨3D打印的AMULIT支撑介质,制备以硅油为连续相的逆乳状液,并在样品之间改变水滴填充分数φ和平均液滴半径a(φ和a可独立调节)以确定乳液的流变性能及其作为印刷支撑介质的相应性能。研究发现对于所有配方,由硅油中的纯水滴制成的乳液非常浑浊,并且抑制了打印过程的可视化。为了制作光学清晰的乳液,通过向液滴中添加甘油来匹配两相的折射率,这使得3D打印过程可以在宏观尺度上用摄影成像,在微观尺度上用共聚焦荧光显微镜(CFM)成像(图1D-G)。为了测试界面张力在嵌入式3D打印中的作用,比较了AMULIT支撑介质与由水凝胶微粒在水中膨胀制成的全水支撑介质的性能。结果表明,AMULIT方法可以实现的特征比将PDMS打印到具有相同材料特性的水载介质中所实现的特征小300-500倍。
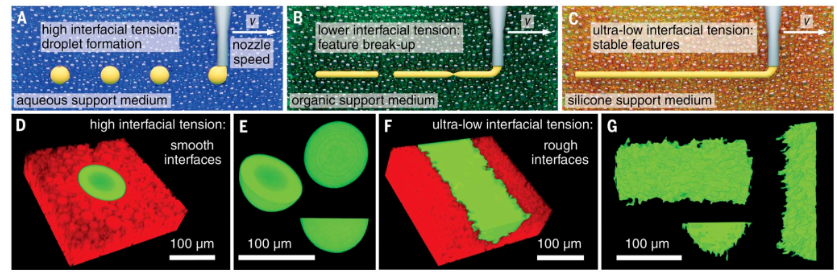
图 1:嵌入式3D打印中界面张力驱动特征分解
医用金属以及医用橡塑材料的头部企业们悉数参加医疗器械制造展Medtec China:韦恩堡、庄信万丰贵金属、田中贵金属(上海)、ELGILOY特种金属、三铃制线、江阴佩尔、麦迪斯、美国奥博锐、古河科技、沈阳中核舰航、路博润、NuSil、迈图、科思创、艾曼斯、塞拉尼斯、索尔维、龙海化工、江苏君华等。点击快速预登记。
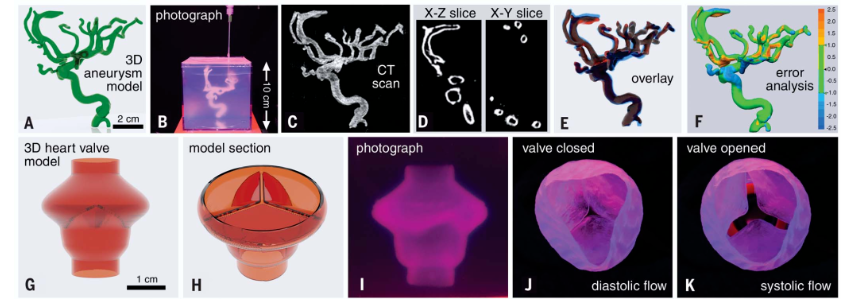
目前,PDMS容器模型在复杂性、质量和功能方面的改进与硅树脂油墨对其嵌入材料的界面张力的降低相似。研究尝试打印一个脑动脉瘤模型,为了创建模型,使用X射线计算机断层扫描(XRCT)收集了患者脑动脉瘤的3D血管造影。3D扫描被分割和处理,以创建一系列3D打印轨迹(图2A)。打印过程的视频快照展示了平移针如何轻松地流过堵塞的乳化液,从而将沉积的硅胶困住(图2B)。打印的结构在60°C下固化24 h,然后用XRCT成像(图2C)。通过3D扫描的水平和垂直切片显示,高度分枝的复杂打印血管网络是中空的,平均壁厚约为400 μm(图2D)。打印结构的CT扫描用于创建3D模型,用于与原始血管造影进行定量比较。患者衍生模型和打印模型之间的配准非常好(图2E-F)。研究进一步尝试打印既高度顺从又物理健壮的结构(人工主动脉瓣膜)。AMULIT 3D打印方法可用于复制复杂的半月形状的薄主动脉瓣硅胶瓣膜。首先根据不同瓣膜部件的生理代表性尺寸设计了一个心脏瓣膜模型(图2G-H),用了一种紫外光固化硅胶配方作为墨水,并将其打印到AMULIT材料中(图2I)。然后将打印的模型进行UV固化,从AMULIT材料中取出,用洗涤剂清洗,并用去离子水冲洗。模型阀的壁非常薄而灵活,在物理上也足够坚固,可以连接到管件上,并通过循环抽水模拟经瓣膜的血液流动。在代表舒张周期的负脉冲流动期间,小叶上的阀门保持关闭,很少偏转(图2J),而在对应收缩周期的正脉冲期间,小叶偏转,打开阀门,让水流动(图2K)。
图 2:脑动脉瘤和心脏主动脉瓣模型的AMULIT打印
医疗器械制造展Medtec China技术论坛A:医疗器械诞生的助推器——创新医用材料/配件及精加工(一)议题覆盖医用塑料在医疗器械生产过程中的应用、汉高医疗行业创新解决方案、埃万特医疗级聚合物解决方案如何为您的体外诊断(IVD)应用增加价值、蔻兰多彩高性能材料解决方案在医疗行业的应用、医用功能性涂层在医疗器械中的应用等。
采用特征直径和层间距相结合的方法,分别建立脑血管和心脏瓣膜模型的壁厚。对于不同的打印,特征直径d可以通过选择喷嘴平移速度ν和材料沉积速率Q的组合来选择。为了系统地探索用AMULIT技术预测d的效果如何,在不同的ν和Q组合下打印了一系列线性特征,然后测量d(图3A)。发现这个预测与测量的特征直径非常匹配,没有可调的参数(图3B)。通过AMULIT 3D打印技术可以实现心脏瓣膜模型的高精度打印,且具有足够的柔韧性和耐用性。为了测试打印硅胶结构的机械性能,使用PlatSil-71 RTV(室温硫化)(Polytek)硅胶配方制作拉伸样品。打印结构在60°C下固化4 h,然后使用Instron 5943在加载速率为500 mm/min的情况下进行测试(图4A-B)。拉伸应力-应变数据表明,横向和纵向打印试样之间的差异可以忽略不计,弹性模量均为28 kPa(图4C)。结果发现使用AMULIT技术消除破坏性界面驱动力可以实现精确的硅树脂打印,而不会降低所制造结构的表面质量或机械性能。此外,被制造部件的表面光洁度也被评估:硅胶和AMULIT支撑材料之间的超低界面张力预计会在打印形状上产生微粗糙表面。乳液液滴大小在表面粗糙度中的附加作用可能使印刷结构的光学特性可以调节,同时通过油墨成分或特征直径独立控制其机械性能。
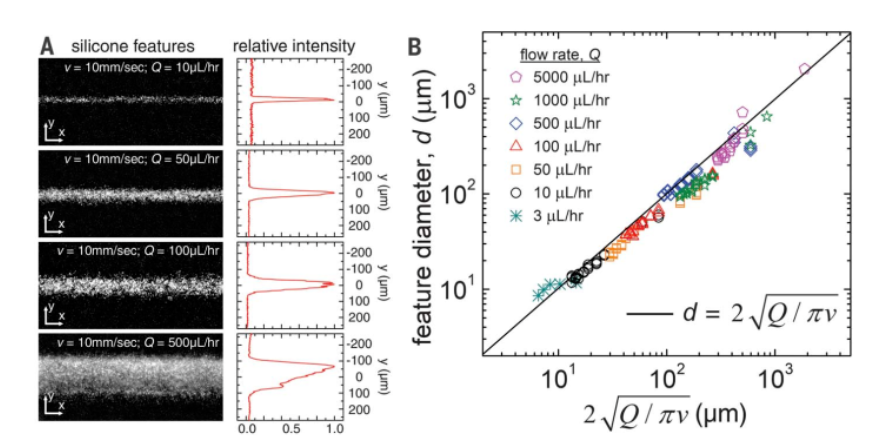
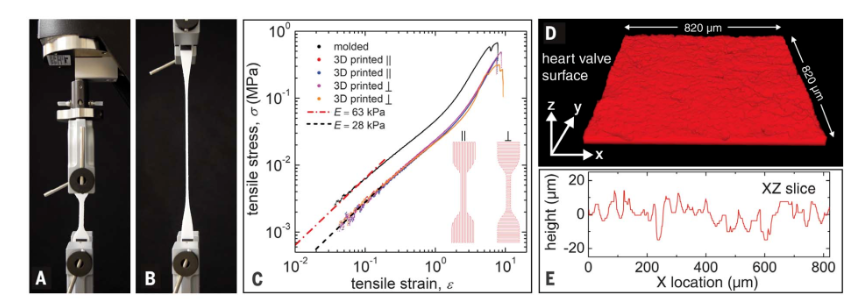
图 4:AMULIT印刷硅胶的材料和表面性能
小结
AMULIT 3D打印方法消除了打印油墨与其支撑材料之间界面张力的破坏性影响,可用于从市售PDMS配方中制造精确、光滑、坚固和功能性的器件。AMULIT技术的多功能性消除了为3D应用配制专用PDMS油墨的需要,并为寻求3D打印PDMS设备的研究人员和工业制造商拓宽了工具箱,同时改进了以前的硅胶打印方法。尽管油墨和支撑介质之间的化学性质相似,但两种材料之间的混合不会影响印刷质量。在短期内,考虑到聚合物系统的多样性和可用性以及制定AMULIT支撑材料的简单性,预计AMULIT方法将在3D打印中广泛应用于硅基设备之外的广泛应用。
https://www.science.org/doi/10.1126/science.ade4441
Senthilkumar Duraivel et al. A silicone-based support material eliminates interfacial instabilities in 3D silicone printing.Science, 379: 1248-1252
DOI:10.1126/science.ade4441